<tbody id="8qghb"></tbody>
<th id="8qghb"><track id="8qghb"></track></th>
<span id="8qghb"></span>
<th id="8qghb"></th>
<span id="8qghb"></span>
<dd id="8qghb"></dd>

电话:023-68676118
手机:13678498221
邮箱:jiyunsujiao@126.com
地址:重庆市江津区双福街道珊瑚大道英利五金机电城89幢1-10号
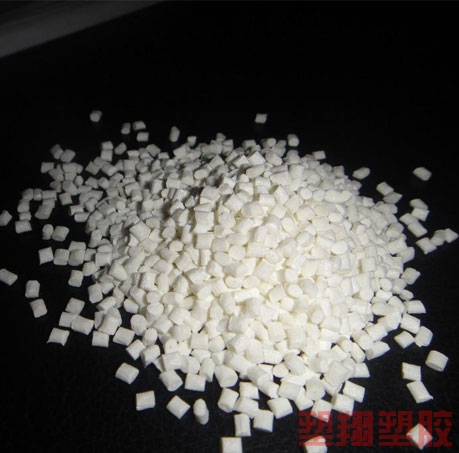
塑料的处理:PC塑胶原料的吸水率较大,加工前一定要预热干燥,纯PC干燥120℃,改性PC一般用110℃温度干燥4小时以上。干燥时间不能超过10小时。一般可用对空挤出法判断干燥是否足够。再生料的使用比例可达20%。在某些情况下,可100%的使用再生料,实际份量要视制品的品质要求而定。再生料不能同时混合不同的色母粒,否则会严重损坏成品的性质。
使用PC塑料注塑的注意事项?
1、注射温度视原料的分子量、制品的形状和尺寸、注塑机的类型而相应调整。
2、注射速度采取多级注射,采用慢快-慢的方法。
3、注利小力忱口口口八状和尺寸而定,柱塞式注塑机一般为100-160MPa ,螺杆式注塑机为70-140MPa。
4、成型周期视制品壁厚和注射量而定,一般情况下充模时间较短,保压时间较长,冷却时间以脱模时不引起制品变形为原则。
5、模具温度视制品的形状、厚薄而定,适当提高模具温度有利于脱模,提高产品质量。
6、制品后处理:对于形状复杂、带有金属嵌件、使用温度极低或很高的制品有必要进行后处理-消除或减少内应力。
方法:制品置于烘干箱后开始升温,由室温升至100-105时保温10-20min ,继续升温至120-125时保温30-40min ,然后缓慢冷却至60以下取出。


13678498221
![]()